-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Produkt
CKX-serien - Brugerdefinerbar dobbeltspindel dreje- og fræsemaskine





- BESKRIVELSE
- TEKNISKE PARAMETRE
- KONTAKT OS
TEKNISKE PARAMETRE
 | Grundintroduktion |
| Spindelhoved/momentværdi |  |
 | Trist dle ·Y-aksen anvender et dobbelt hærdet føringsvejslayout, som øger den effektive spændvidde og giver optimal stivhed til skærefoder. |
| Kompensation for Y-akse ·X-aksen har en dobbelt-hård-skinne-konfiguration, som øger den effektive spændvidde og giver optimal stivhed til skærefoder. |  |
 | Strøm Tårntårn CKX750 |
| tailstock W-aksen anvender et dobbelt hærdet føringsvejslayout, som øger det effektive spænd og giver optimal fodringsstivhed. |  |
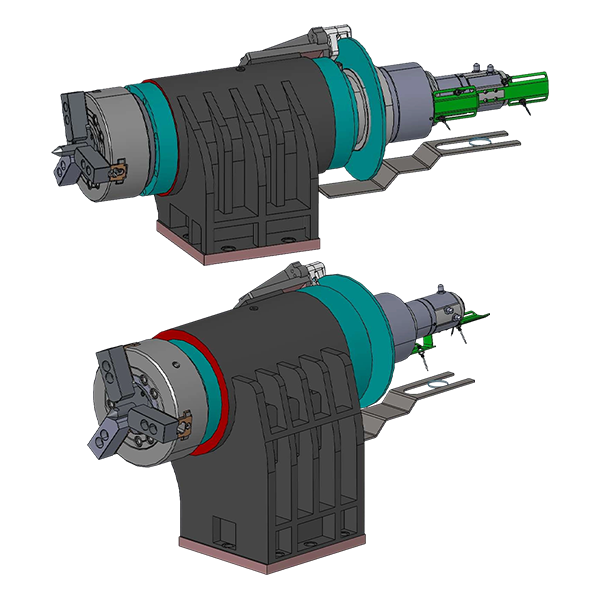 | Elektrisk spindel CKX750 |
| Center Hvile |  |


OM OS
Dedikeret udelukkende til at perfektionere dreje-fræseteknologi
, etableret i 2015, fungerer som en integreret produktions- og handelsvirksomhed, der håndterer alt fra R&D og produktion til salg og service. Udstyret med avancerede bearbejdningsfaciliteter såsom CNC-portalbearbejdningscentre, overfladeslibere og føringsslibere, opretholder vi streng kvalitetskontrol gennem hele produktionsprocessen - fra støbning og montage til salg af færdige maskiner og eftersalgssupport. Vores værktøjsmaskiner er bredt anerkendt for deres innovative design, pålidelige ydeevne, høje præcision, fremragende omkostningseffektivitet og omfattende service.
-
0
 Etabler i
Etabler i
-
0+
 Bygningsområde
Bygningsområde
-
0+
 Medarbejdere
Medarbejdere
-
0+
 Eksportland
Eksportland

ÆRESCERTIFIKATION
CERTIFIKAT





Vær opmærksom på vores seneste nyheder og udstillinger
 Se alle nyheder
Se alle nyheder
Nyheder og indsigt
-
 Industri nyheder
Industri nyheder -
Industri nyheder
-
Industri nyheder
-
Industri nyheder
INDUSTRIVIDEN
Når Turn-Mill Composite rent faktisk slår "drejebænken"
A effektiv bearbejdning dreje-mølle komposit værktøjsmaskine viser sin fordel, når en del har brug for flere datumkonverteringer (drejning, fræsning, boring, anboring, off-center funktioner, vinklede huller), og tolerancekæden er stram. Hvis du flytter en del mellem maskiner, tilføjer hver genklemning fejl plus de "skjulte omkostninger" til opsætningstid og inspektion undervejs.
- Dele med koaksiale prismatiske funktioner: en fastspænding bevarer koncentricitet og sand position bedre.
- Mellemstore partier med hyppige omskiftninger: Færre armaturer og færre forskydninger reducerer ikke-skæringstiden.
- Højværdidele: skrotrisikoen falder, når processen konsolideres og overvåges i ét kontrolsystem.
I vores egen linje holder vi R&D og procesforbedringer fokuseret på én ting – komposit-drejemølleteknologi – så iterationshastigheden forbliver høj, og platformen bliver mere moden med lavere fejlprocenter over tid.
Datumstrategi: Sådan beskyttes koncentricitet og sand position
På en dreje-mølle-komposit kommer din største nøjagtighedsgevinst ofte fra datum-planlægning i stedet for at jagte specifikationer på mikronniveau. Målet er at holde funktionelle overflader refereret til et stabilt datum sat på tværs af alle operationer.
Praktiske regler, der reducerer tolerancestablen
- Drej den primære lokaliseringsdiameter og -flade først, fræs derefter funktioner, der refererer til disse overflader.
- Brug sondering til at "lukke løkken" efter skrubning, før du afslutter kritiske mønstre.
- Undgå genspænding, medmindre det er nødvendigt; Hvis det er nødvendigt, reetabler datum ved hjælp af in-spindel-sonde og dedikerede lokaliseringsfunktioner.
- Hold værktøjsbaner i overensstemmelse med din GD&T: Afslut de overflader, der driver tolerancen sidst for at minimere deformationseffekter.
En almindelig køberfejl er "spec shopping", mens man ignorerer datumdisciplin. I virkelig produktion, one-setup datum kontinuitet er normalt den største håndtag.
B-akse vs. fast fræsning: Hvad du vinder, hvad du skal kontrollere
Tilføjelse af en B-akse (eller tilsvarende multi-akse fræsning) udvider funktionsindhyllingen – vinklede flader, sammensatte huller, friformsfræsning – uden sekundære opsætninger. Afvejningen er, at kalibrering og procesdisciplin betyder mere.
| Evne | Bedst passende applikationer | Nøgle kontrolpunkt |
|---|---|---|
| Fræsning med fast vinkel | Slidser, flade, bolte cirkler | Spindel-til-værk offset stabilitet |
| B-akse / flerakset fræsning | Vinklede huller, pumpehjul, komplekse flader | Roterende akse kalibrering sonde verifikation |
Hvis dine dele for det meste er 2,5D fræsning på drejet emne, har du muligvis ikke brug for fuld multi-akse. Men hvis du gør det, skal du sikre dig, at bygherren har en gennemprøvet kalibreringsmetode og understøtter verifikationsrutiner – det er her en R&D-fokuseret producent kan gøre ejerskabsoplevelsen mere smidig.
Chipkontrol: Den skjulte determinant for oppetid i kompositbearbejdning
Drejemølle-kompositskæring skaber blandede spåntyper: lange vendespåner, knækkede fræsespåner og snorlige borespåner. Spånevakuering er ikke kosmetisk – det påvirker overfladefinish, værktøjslevetid, spindelbelastningsalarmer og endda akseslid, hvis spåner recirkulerer.
Hvad skal man indarbejde i processen
- Brug spånbrydergeometrier til drejning; undlad at "tvinge" spånbrydning ved overfodring, hvis det skader finish.
- Sekvensoperationer, så tung drejning ikke begraver sarte fræsefunktioner under spåner.
- Højtrykskølevæske er mest værdifuldt til dybdeboring, afskæring og gummiagtige materialer.
- Hold øje med spånpakning omkring underspindelen/det sekundære holdeområde; det er en hyppig kilde til uventet nedetid.
Spørg om spånevakueringsdesign og servicevenlighed, når du vurderer maskiner. I rigtige butikker, spånstabilitet er ofte lig med produktionsstabilitet .
Termisk adfærd: Hvorfor "morgen god, eftermiddag dårlig" sker
Kompositmaskiner koncentrerer flere varmekilder i et kabinet: hovedspindel, fræsespindel, servoer, kugleskruer og ofte en anden spindel. Efterhånden som temperaturen skrider, gør værktøjets centerpunkter og spindelvækst det også - især mærkbar på lange dele eller dybe boringer.
Taktik på butiksgulvet for at stabilisere nøjagtigheden
- Varm op med repræsentative spindelhastigheder og aksebevægelse, ikke kun tomgang.
- Afslut kritiske diametre/boringer, efter at maskinen har nået en stabil termisk tilstand.
- Brug sondering til at kompensere: Mål en referencefunktion og korrekt forskydninger før sidste gennemløb.
- Hvis din tolerance er snæver, skal du standardisere kølevæsketemperaturen og holde skabets døre lukket under efterbehandling.
Den praktiske takeaway: repeterbarhed kommer fra termisk konsistens mere end engangs geometritjek.
Værktøjsstyring: Sådan forhindrer du kollision og reducerer ikke-skæringstid
Fordi dreje- og fræseværktøjssystemer deler den samme arbejdsramme, er værktøjsstyring både en produktivitetshåndtag og et sikkerhedskrav. Kollisioner kommer ofte fra oversete værktøjslængdeændringer, dårligt indstillede arbejdsforskydninger eller blandede koordinatkonventioner mellem dreje- og fræsecyklusser.
Proceskontroller værd at standardisere
- Vedligehold a effektiv bearbejdning dreje-mølle komposit værktøjsmaskine bibliotek med verificerede målelængder og stikgrænser; lås redigeringer bag tilladelser.
- Brug værktøjsforudindstillede måling i maskinen, hvor det er muligt, for at fange offset-drift tidligt.
- Standardiser sikre planer til både dreje- og fræseoperationer; undgå "tilpassede sikre fly" pr. programmør.
- Introducer en dry-run protokol for nye programmer: reduceret fremføring, enkelt blok og kollisionstjek fokus nær borepatron/kæber.
Det er også derfor, vi holder reservedele og teknisk support dedikeret til én maskintype: hurtig respons er mest meningsfuldt, når du forsøger at beskytte oppetid.
Workholding-valg, der gør eller ødelægger kompositbearbejdning
I drejefræser-kompositarbejde gør patronen og kæberne mere end at holde – de definerer datumet, påvirker rundheden og bestemmer, om overførselsoperationerne er stabile. Overspænding kan deformere tyndvæggede dele; underspænding forårsager mikroslip, der ødelægger overfladefinish og positionsnøjagtighed.
Fælles scenarier og bedste praksis
- Tynde rør/ringe: Brug bløde kæber, der bores med den samme klemkraft, som bruges i produktionen; afslutte kritiske ID'er, efter at stress er stabiliseret.
- Lange skafter: brug tailstock/støtte eller stabile løsninger; prioritere vibrationskontrol før hastigheden øges.
- Overførsel til underspindel: Tilføj en lokaliseringsfunktion (pilot/skulder), så det andet greb refererer til en kendt overflade.
- Fræsning med højt drejningsmoment på drejet emne: verificere kæbe-sarration og kontaktmønster; dårlig kontakt er en tavs kilde til snak.
Hvis du vil have en hurtig evaluering: Forbedr arbejdshold først, og juster derefter parametre - ændringer i arbejdshold kan levere øjeblikkelig udbytteforbedring .
har specialiseret sig i
forskning og udvikling, fremstilling og salgstjenester inden for værktøjsmaskinen
industri. Brugerdefineret CNC-dreje- og fræsemaskine og CNC drejning og fræsning af kompositcenterfabrik.
Erfarne medarbejdere og eksperter står altid til rådighed for dig
professionel vejledning og løsninger på tekniske problemer.
Produkt
Hvorfor os
Hurtige links
Copyright © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

